Kohokuvioitujen metallikomposiittien ulkopaneelien tuotantolinja

Lyhyt kuvaus:
Kohokuvioitujen metallikomposiittien ulkopaneelien tuotantolinja on uudentyyppisten ympäristöystävällisten kevyiden rakennusmateriaalien tuotanto, jotka ovat tällä hetkellä suosittuja maailmassa.ja polyuretaanivaahtoon pohjautuvat koristeelliset seinäpaneelit.Se voi tuottaa paloa hidastavia lämmöneristyskoristeellisia seinäpaneeleja, joiden pinnalla on teräslevy.keskellä polyuretaania.ja alumiinifolio tai teräslevy pohjassa.
Tuotetiedot
Tuotetunnisteet
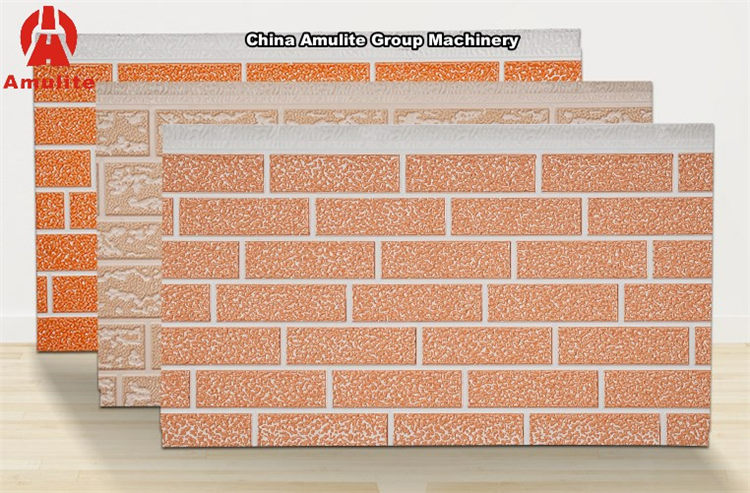
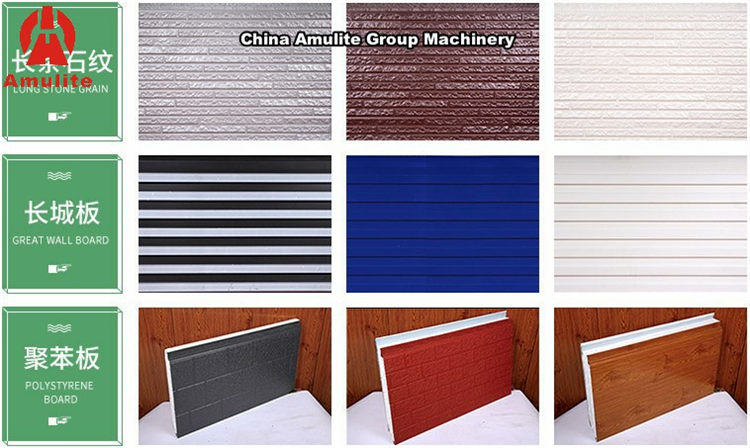
1. Seinäpaneelin esittely
Kohokuvioitujen metallikomposiittien ulkopaneelien tuotantolinja on uudentyyppisten ympäristöystävällisten kevyiden rakennusmateriaalien tuotanto, jotka ovat tällä hetkellä suosittuja maailmassa.ja polyuretaanivaahtoon pohjautuvat koristeelliset seinäpaneelit.Se voi tuottaa paloa hidastavia lämmöneristyskoristeellisia seinäpaneeleja, joiden pinnalla on teräslevy.keskellä polyuretaania.ja pohjassa alumiinifolio tai teräslevy. Tuotteiden pääkäyttöalueet: vanhojen rakennusten saneeraus.huippuluokan huvila-asuntoja.huviloita.hotellit.kevyet teräsrakenteet.liikkuvat talot.maalaistaloja.suuria ostoskeskuksia.tehtaiden sisä- ja ulkoseinät.jne.

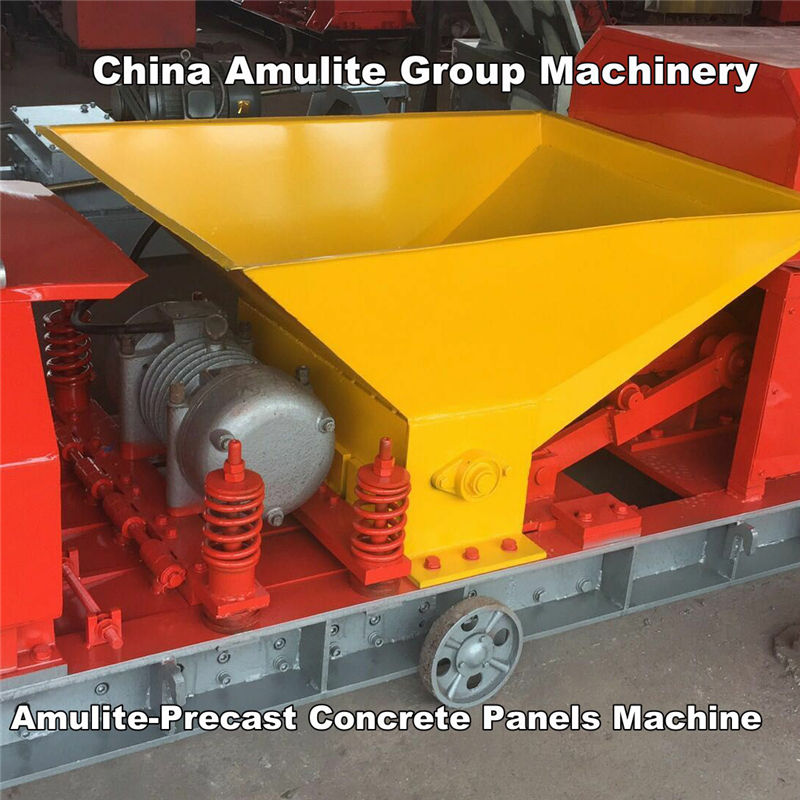
2. Laitteen kokoonpano
Kohokuvioidut metallikomposiittiulkopaneelit Tuotantolinjan pääpurkain → kohokuviointikone → tasoituskone → sivumuovauskone → lämmitystaso → AB-vaahtokoneruiskutus → alumiiniketjulevyn laminointikone → sahalevyn leikkaus → väritys → pakkaus jne.
3. Kohokuvioidut metallikomposiittiulkopaneelit Tuotantolinjan tärkeimmät tekniset parametrit
Seinäpaneelin tekniset tiedot: A.380 × 16 mm B. (380-500 × (30-40 mm)
Tuotantonopeus: 4-10m/min
Alumiiniseoksesta valmistettu kaksoistelaketju: 18-24m
Laitteen kokonaisteho: Noin 60 kW
Tuotantolinjan kapasiteetti: Noin 1 000 000 neliömetriä.

4. Kohokuvioidut metallikomposiittiulkopaneelit Tuotantolinja Yksikön rakenteen ja toiminnan esittely
Ⅰ.Rentoudu
Toiminto: Käytetään teräskelojen purkamiseen ja kohokuviointiin
Rakenteen tyyppi: Teräksinen hitsauskehys.Sivuttaissiirtymä toteutetaan hydraulisylinterillä.Estä kelamateriaalin poikkeama.Unwinding omaksuu passiivisen tyypin.Pneumaattinen jarru jännityksen hallintaa varten.

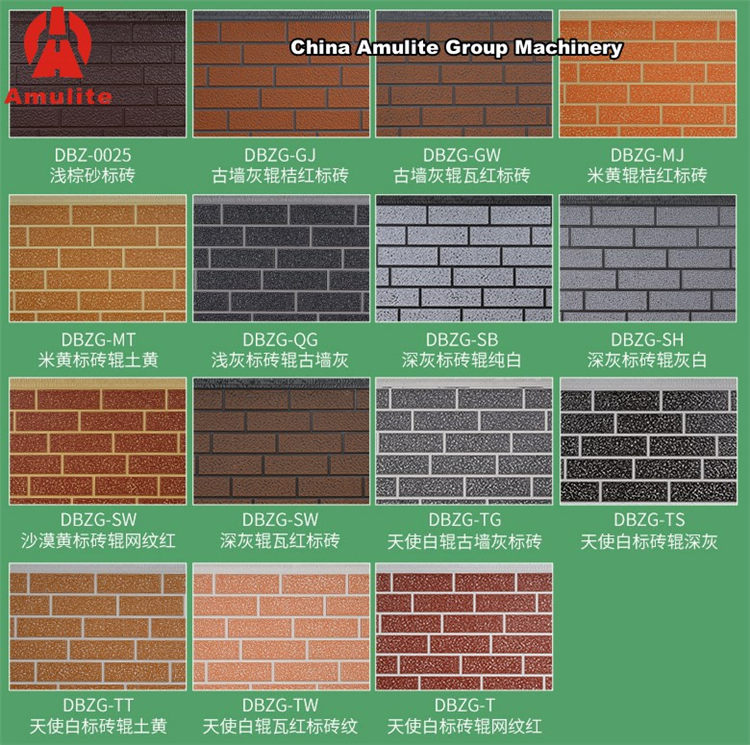
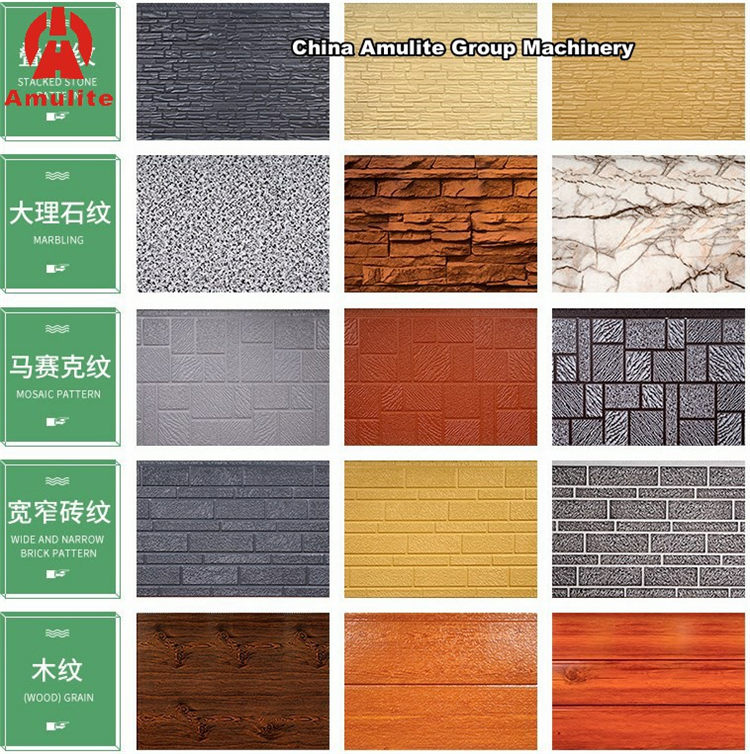
Ⅱ.Kohokuviointikone
Toiminto: Seinäpaneelin eri kuvioiden mukaan.Kahta vastakkaista kohokuviointia olevaa metallirullaa käytetään puristamaan erilaisia väriteräskuvioita.
Ⅲ.Vaahdotuskone:
BLC(R)-tyyppinen matalapaineinen jatkuva vaahdotuskone tai PH(R/F) korkeapaineinen vaahdotuskone.Käytä 1 hartsisäiliötä (A).1. Kovetusaineen (B) säiliö: Kahta annostelupumppuyksikköä käyttävät riippumattomat muuttuvataajuiset moottorit.Annostelupumpun lähtövirtausta ohjataan muuttamalla annostuspumpun nopeutta. Lopuksi.Komponentit sekoitetaan vaaditun suhteen mukaan ja ruiskutetaan tasaisesti alempien teräslevyjen tai muiden alustojen väliin.

Ⅳ.Muotoilukone
Toiminto: Kohokuvioidun väriteräksen muoto käsiteltiin monipyöräisellä laipalla.
Ⅴ.Laminaattori
Toiminto: Polyuretaanin täydellinen online-vaahdotus ja muotoilu: Ketjulevyyksikkö koostuu käyttömoottorista.Ketju pyörä.Alumiiniseoksesta valmistettu ketjulevy.Tappi-akseli ja vierintälaakeri.Sähkölämmitysputken lämmitysmenetelmän käyttö;Se voi lämmittää kaksoishihnakoneen nopeasti tuotantoa varten vaadittuun lämpötilaan。Kun lämpötila saavuttaa esiasetetun arvon.Sähkölämmitys voidaan kytkeä päälle tai pois päältä todellisen tilanteen mukaan.
Ⅵ.Kiinteäpituinen sahakone
Toiminto: Saha muotoiltu levy asetetun koon mukaan.
Toiminto: Pohja.Runko ja ylempi liikkuva runko ottavat käyttöön teräs- ja levyhitsausrakenteen.Yhdistetty lineaarisella ohjauskiskolla.Ohjauskiskon asennuspinta on valmis.Varmista asennuksen tarkkuus;Sahausmoottori on asennettu ylempään liikkuvaan runkoon.Liikkuvaa runkoa käyttää vaihdemoottori.Sivusuuntainen liike;Kiinnityslaite on asennettu runkoon.Se koostuu ilmasylinteristä ja puristuslohkosta;Nollauslaite koostuu sylinteristä ja puskurilaitteesta;Kun levy saavuttaa asetetun pituuden.Kiristyssylinteri painaa kiristyspalaa alas.Ja nollaussylinteri työntää rungon liikkumaan levyn kanssa;Samaan aikaan.Sahausmoottori käynnistyy.Ja alennusmoottori ajaa ylemmän liikkuvan kehyksen liikkumaan vaakatasossa.Toteuttaakseen levyn poikittaisleikkauksen;Leikkauksen jälkeen.Kiinnityslaite nostetaan.Ja nollaussylinteri ajaa rungon palaamaan alkuperäiseen nollauskohtaan.
5. Kohokuvioidut metallikomposiittiulkopaneelit tuotantolinjan automaattinen ohjaus
Automaattinen ohjausjärjestelmä on jaettu neljään osaan: irrotus- ja kohokuviointialueen ohjaus.Muovaus- ja laminointialueen valvonta.Vaahtoalueen ohjaus ja sahausalueen ohjaus.Kokonaisteho on noin 60 kW; lämmitystaso on noin 30 kW.Koko ohjausjärjestelmä koostuu ohjelmoitavasta ohjaimesta.Testikytkin.Delta-invertteriohjain ja muut komponentit.Kosketusnäytön parametrien syöttämisen ja painikkeen yhteistyötoiminnon kautta.Ota käyttöön tuotantolinjan automatisoitu tuotanto.Sen suorituskyky on luotettava ja vakaa.Ja käyttö on yksinkertaista ja helppoa.