





Amulite automaattinen AAC Block -tuotantolinja






Lyhyt kuvaus:
Tuotetiedot
Tuotetunnisteet

Mikä on AAC-esto?
AAC-lohkon käsite: AAC-lohko perustuu piipitoisiin materiaaleihin (hiekka, lentotuhka, piidioksidia sisältävät materiaalit jne.) ja kalkkipitoiset materiaalit (kalkki, sementti) pääraaka-aineina, sekoitettuna ilmaa sitoviin aineisiin (alumiinijauhe) Prosessin jälkeen raaka-aineiden annostelu, lietteen sekoitus, kaataminen, esikovettuminen, leikkaaminen, autoklaavi, kovetusprosessi ja pakkaus AAC-lohkojen valmiiden tuotteiden valmistamiseksi; Sitä kutsutaan hiilihapotetuksi betoniksi, koska se sisältää suuren määrän yhtenäisiä ja pieniä huokosia Se on ilmastettu.
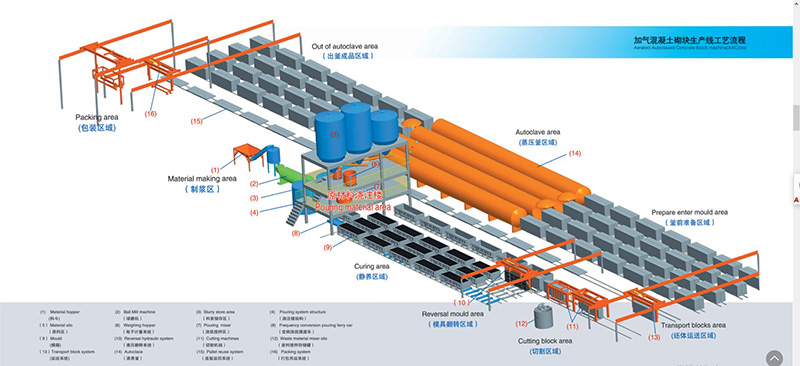
 Mikä on AAC-lohkotuotteiden valmistusprosessi?
Mikä on AAC-lohkotuotteiden valmistusprosessi?
1) : Kaikkien raaka-aineiden annostelu ja sekoitettu liete;
2) : Liete syötetään kaatojärjestelmään, sekoituksen jälkeen ja kaatamisen jälkeen muottilaatikkoon;
3) : Muottilaatikon sisällä (paneelivahvistus), tietyn lämpötilan ja esikovetusajan jälkeen;
4) : Kun märkälevy saavuttaa tietyn kovuuden, muottilaatikko ja paneelit nostetaan leikkuukoneeseen kääntönosturilla, ja kiertonosturi suorittaa seuraavan toiminnon:
5) : V: Muottilaatikon kääntäminen 90 astetta ilmassa, (muottilaatikon yhdeltä puolelta tulee märkäpaneelin rungon tukilevy, kunnes autoklaaviprosessi on valmis),
6) :B: Nostetaan vaunuun tai leikkaustukikehykseen muotin avaamiseksi kokonaan; C: Irrotettu muotin runko ja paluuautoklaavin sivulevy yhdistetään muottilaatikon muodostamiseksi puhdistuksen, öljyn ruiskutuksen ja uudelleen Kaataminen ;
7) :Ja märkälevyn runko leikataan kuudessa vaiheessa leikkauskoneessa: 1: Ensin leikkaa paneelirungon molemmat puolet pystysuunnassa; 2: Leikkaa sitten pituussuunnassa ja vaakasuunnassa;
8) : Lopulta leikkaa vaakatasossa vaakasuunnassa tai veitsellä;
9) :Leikkauspaneelin runko nostetaan puolivalmiiden tuotteiden nosturista yhdessä pohjalevyn kanssa autoklaavivaunuun;
10): sitten ryhmitelty autoklaaviin korkeassa lämpötilassa ja korkeassa paineessa kovettamista varten;
11) : No autoklaavissa kovettumisen jälkeen vaunu otetaan pois ja jätetään autoklaavista;
12) :Valmiit tuotteet pinotaan tai lastataan kuorma-autoon valmiiden tuotteiden isäntänosturilla, pakattu hyvin;
13) :Autoklaavikovettuva sivulevy palautetaan;
Tietoja tärkeimmistä raaka-aineista
AAC-lohkon tuotannossa on runsaasti raaka-aineita, erityisesti lentotuhkan käyttöä raaka-aineena, joka ei voi ainoastaan käyttää kattavasti teollisuusjätteen jäämiä, käsitellä ympäristön saastumista, eikä vahingoita viljelymaata, vaan myös tuottaa hyviä sosiaalisia ja taloudellisia etuja. Se on hyvä korvike perinteisille umpitiileille. Hallitus, kiinteistöyhtiö, rakennusryhmä ovat ottaneet hyvin vastaan lupaavat seinätuotteet, ja hallitus on tehnyt veropolitiikan, ympäristönsuojelupolitiikan tuen, voimme ennakoida laajoja markkinoiden kehitysnäkymiä;
1. Lentotuhka/kvartsihiekka
Lentotuhka/kvartsihiekka on AAC-lohkotuotteen tärkein ydinraaka-aine, ja se on hiilihapotetun betonin pii- ja alumiinikomponenttien päälähde;
2. Sementti
Sementti on AAC-lohkon pääasiallinen lujuuden lähde, se tarjoaa tärkeimmät kalkkipitoiset materiaalit AAC-lohkolle, AAC-lohkon tuotantoon sopiva sementti tulisi valita pääasiassa sementin tyypin ja laadun perusteella; tuotannossa 52,5-luokan tavallinen Portland Sementti tulee valita ensin. Yleisesti ottaen tuotantokustannusten alentamiseksi voidaan käyttää myös 42,5-luokan tavallista portlandsementtiä.
3. Lime
Kalkki on myös yksi AAC-lohkojen tuotannon pääraaka-aineista. Sen päätehtävä on toimia yhteistyössä sementin kanssa tehokkaan kalsiumoksidin tuottamiseksi, jotta se voi olla vuorovaikutuksessa piipitoisissa materiaaleissa olevan SIO2:n ja Al203:n kanssa hydrotermisissä olosuhteissa tuottaakseen piihydraattikalsiumia Happo. Siksi kalkki on yksi AAC-lohkon tärkeimmistä vahvuuksista. AAC-lohkon valmistukseen käytetyn kalkin tehokkaan kalsiumoksidipitoisuuden tulisi olla yli 65 %, mieluiten korkeampi kuin 80 %.
4. Kipsi
Kipsi säätelee ilman kehittymisprosessia AAC-lohkotuotannossa. Kipsin säätelevä vaikutus heijastuu pääasiassa poltetun kalkin hajoamisen ja lietteen sakeuttamisnopeuden viivästymiseen. Kipsin pääasiallinen kemiallinen komponentti on CASO4; Kipsissä on kolme tyyppiä Markkinat; Pariisin raakakipsi, anhydriitti ja kipsi. Lisäksi kipsijätettä tuotetaan myös kemian tuotantoprosessissa. Kuten fosfaattilannoitteiden tuotannosta peräisin oleva fosfokipsi, fluorikemikaalien tuotannosta peräisin oleva fluorikipsi ja titaanituotannosta peräisin oleva kipsi Dioksidi. Nämä kipsit ovat edullisia ja voivat korvata luonnonkipsin ja alentaa tuotantokustannuksia;
5. Ilmaa tuottava aine
AAC-lohkossa täytyy olla ilmaa tuottava aine, joka luo huokoset lohkoon kevyen huokoisen rakenteen muodostamiseksi;
6. Vaahdon stabilointiaine
Ilmaa tuottavien aineiden kaasujen jälkeen ohuen seinämän ansiosta vaahto on helppo rikkoa ja tuhota erilaisten olosuhteiden vaikutuksesta, mikä vaikuttaa betonin laatuun. Sen vuoksi vaahdon stabilointiaine on tarpeen lisätä Liete.
Tuotantoprosessi
1) : Raaka-aineiden varastointi ja toimitus AAC-lohkolle
Raaka-aineet kuljetetaan tehtaalle autoilla, ja kärpänen (hiekka, kivijauhe) tiivistetään raaka-ainepihalle, ja kun sitä käytetään, se kuljetetaan suppiloon. Sementtipussissa tai irtosementtiä varastoidaan sementtivarastoon. Käytössä se ladataan ja kuljetetaan suppiloon. Kemikaalit, alumiinijauhe jne. sijoitetaan vastaavasti kemikaalivarastoon ja alumiinijauhevarastoon, ja kuljetetaan tuotantopajaan, kun niitä käytetään.
2) ![]() AAC-lohkojen raaka-aineiden käsittely
AAC-lohkojen raaka-aineiden käsittely
Lentotuhka (tai hiekka, kivijauhe) lähetetään kuulamyllyyn sähkömagneettisen tärisevän syöttölaitteen ja hihnakuljettimen kautta, ja jauhettu lentotuhka (tai hiekka, kivijauhe) lähetetään lietesäiliöön varastoitavaksi lentotuhkapumpulla.
Kalkki lähetetään leukamurskaimeen sähkömagneettisella tärisevällä syöttölaitteella ja hihnakuljettimella murskaamista varten. Murskattu kalkki kuljetetaan kalkin varastosäiliöön kauhahissillä, ja lähetetään sitten kuulamyllylle ruuvikuljettimella. Ruuvikuljetin ja Kauhahissit syötetään jauheen annostelusäiliöön. Kun kemikaalit on mitattu manuaalisesti tietyssä suhteessa, tietyn pitoisuuden liuos valmistetaan ja lähetetään varastosäiliöön varastointia varten.
Alumiinijauhe kuljetetaan alumiinijauhevarastosta tuotantopajaan ja nostetaan sähkönostimella jakelurakennuksen toiseen kerrokseen. Kaada se sekoittimeen lisätäksesi vettä määrällisesti ja sekoita se alumiinijauhesuspensioon.
3) : lietteen sekoittaminen ja AAC-lohkojen kaataminen;
Kalkkia ja sementtiä lähetetään peräkkäin automaattiselle punnitusvaa'alle ruuvikuljettimella jauheen annostelusäiliön alle kumulatiivista mittausta varten. Vaa'an alla on ruuvikuljetin, joka lisää materiaalit tasaisesti kaatosekoittimeen.
Lentotuhkaa (tai hiekkaa, kivijauhetta) ja jätelietettä laitetaan mittaussylinteriin mittausta varten. Erilaisten materiaalien mittaamisen jälkeen muotti on paikallaan ja lietettä voidaan sekoittaa. Lietteen tulee täyttää prosessin vaatimukset (noin 45 ℃) Ennen kaatamista. Jos lämpötila ei ole riittävä, lietteen annostelusäiliössä voidaan suorittaa autoklaavilämmitys, ja alumiinijauhesuspensio voidaan lisätä 0,5–1 minuuttia ennen materiaalien kaatamista;
4) : AAC-lohkon esikovettuminen ja leikkaus
Kaatamisen jälkeen muottilaatikko työnnetään alkukovetushuoneeseen kuljetinketjulla kaasutusta ja alkuasetusta varten. Huoneen lämpötila on 50–70 ℃, ja alkuperäinen kovettumisaika on 1,5–2 tuntia (suotuisten maantieteellisten olosuhteiden mukaan, tämä Prosessi voidaan eliminoida). Nosta muotin runko ja märkä lohkorunko leikkuupöydälle, jossa autoklaavivaunun pohjalevy on asetettu etukäteen alipainenostimella. Nosta muotin runko. Leikkuukone leikkaa poikki. ,Leikkaa pituussuunnassa,Ja jyrsii Wet Blockin.Muotin runko nostetaan takaisin muottivaunuun puhdistusta ja rasvanpoistoa varten, ja sitten nostetaan muottitrukkiin seuraavaa valua varten. Leikattu lohkorunko ja autoklaavin pohjalevy nostetaan autoklaavivaunuun nosturilla ja asetetaan päälle Kaksi kerrosta. Lattioiden välissä on neljä tukea, ja useita autoklaavivaunuja on ryhmitelty yhteen.
Leikkauksen aikana syntyvän märän lohkorungon reunoilla ja kulmissa olevat jätemateriaalit lähetetään jätelietteen sekoittimeen leikkauskoneen viereen ruuvikuljettimella, ja vettä lisätään jätelietteen valmistamiseksi annostelussa käytettäväksi.
5): Autoklavoitu AAC-lohko ja valmis tuote.
Kun runko on koottu autoklaavin edessä olevalle pysäköintilinjalle, avaa autoklaavista ulos menevä autoklaavin ovi, vedä ensin valmis autoklaavissa oleva autoklaavin vaunu nostimella ja vedä sitten autoklaavin vaunua autoklaavissa Autoklaaviin nostimella Autoklaavia huolletaan. Autoklaavin vaunun valmiit tuotteet nostetaan valmiiden tuotteiden varastoon siltanosturilla ja kuljetetaan sitten trukilla valmiiden tuotteiden pihalle. Tyhjä autoklaavivaunu ja pohja Käynnissä olevan autoklaavin levyt nostetaan takaisin vaunun palautuslinjalle, ja pinoaja vedetään takaisin nostimella puhdistuksen jälkeen. Siirry seuraavaan kiertoon.
Tuotantolaitteiden näyttely
1): Materiaalin hionta ja lietteen valmistusosasto
| Perinteinen lietteen tiheyden säätöprosessi ei ole tiukka. Protoplasman tiheys johtuu usein keinotekoisista mittauksista. Virhe on suurempi. Kiertävän plasman tiheyttä käytetään säätelemään kokemuksen perusteella. Joten korkealaatuisten pienivolyymien tuotteiden tuotannossa .Hyväksytty hinta ja tuotteen laatu eivät ole ihanteellisia. Viimeisintä putkilinjan mittausmenetelmää käyttävän amuliitin tiheydellä on seuraavat edut1. Lietettä kierrätetään säiliön ja tiheysmittarin välillä, lietteen tiheystiedot mitataan todellisen kalkin tiheysputkistolla ja palautteena keskusvalvomoon. Pallamyllyn massan ja täytön vesisuhteen säätämiseksi Lietesäiliöstä . Reaaliaikaisen tiheyden jatkuvan korjauksen tarkoitus saavutetaan:2. Tiheysputken tulee mitata kaiken lietteen pitoisuus. Mittaa tarkkuus ilman virheitä. Ja sitten huuhtele koko putki vaihdon jälkeen varmistaaksesi seuraavan mittauksen tarkkuuden. |  | |||
 | ||||
| Lentotuhkalietteen valmistuskone | Lietteen varastointisekoitin | Materiaalivaaka | Kaatojärjestelmä | |
| 2): Liikevaihto ja leikkausosasto | ||||
 Amulite-leikkuukoneen pääominaisuudet1) : Yksinkertainen rakenne, kätevä asentaa ja huoltaa;2) : Kiinnitetty maahan, Planet-Gear Redducer -käyttöinen, pystysuoraan leikattaessa, leikkuri leikkaa epäkeskisesti ja heiluu, mikä lisää leikkaustehokkuutta. Tekee leikkauskoon vaihtamisesta helpompaa. Amulite-leikkuukoneen pääominaisuudet1) : Yksinkertainen rakenne, kätevä asentaa ja huoltaa;2) : Kiinnitetty maahan, Planet-Gear Redducer -käyttöinen, pystysuoraan leikattaessa, leikkuri leikkaa epäkeskisesti ja heiluu, mikä lisää leikkaustehokkuutta. Tekee leikkauskoon vaihtamisesta helpompaa. 3) : absorboiva saksalainen tekniikka, lisätty tyhjiöimulaite, tämä leikkauskone pääsee eroon yllä olevista jätemateriaaleista helposti tuhoamatta mitään valmiiden lohkojen osaa ja varmistaa tuotteiden läpäisyprosentin; 4) : Koko lohkon 6-sivuisella leikkaamisella tuotteen läpäisyaste kasvaa, koska muotin vaihto ei enää vaikuta valmiiden tuotteiden laatuun. 5) : Valmiiden lohkojen pinnan korkea karheus on suotuisa rakennuksen käyttöön ja rakentamiseen. 6) : Paikannusnumeerisen ohjaustekniikan ottaminen käyttöön, tämä kone vähentää tärinää sorvauksen, siirron, leikkaamisen ja kuljetuksen aikana. Lisäksi se voidaan päivittää PLC-ohjausjärjestelmään asiakkaan pyynnöstä tuotteen läpäisyasteen nostamiseksi. | ||||
 | ||||
| Hydraulinen taajuusmuunnosnosturi | Vaakasuora leikkauskone | |||
| 1) : Hydraulinen taajuuden muunnosnosturi kääntää muottilaatikon lohkon kanssa 90 asteen kierrossa, laita se taajuuden muunnoslohkon vetämällä vaunuun ja käsittelee purkutyöt;2) : Frequency Convert Block Vetovaunu vetää lohkon leikkauskoneeksi leikattavaksi. Liikevaihtonosturi järjestää uudelleen, puhdistaa ja kiillottaa muottilaatikot ja kuormalavat valmistellakseen ne uudelleenkäyttöä varten. | Kääntönosturi kääntää muotin 90 astetta, purkaa ja asettaa koko lohkon ja pohjalevyn lohkojen vetovaunuun. Lohkon vetämisvaunu vie koko lohkon leikkauskoneeseen, viimeistelee vaakasuoran leikkauksen, kuorii koko lohkon kahdelta puolelta ja erottaa Hukatut materiaalit. | |||
   | ||||
| 3): Kääntönosturi pohjajätteen poistamiseksi | ||||||||||
 | Amulite Group on itse kehittänyt tämän laitteen auttaakseen asiakkaitamme ratkaisemaan pohjamateriaalien jäteongelman.Tämä laite sisältää kiertoalusta ja nosturin, se voi poistaa ylä- ja alaosan jätemateriaalin. Tämä nosturi voi toimia myös puolituotteen kuljetusnosturina. | |||||||||
| Kuljetusnosturi ennen autoklaavia | Pohjalevy | Autoklaavivaunu | ||||||||
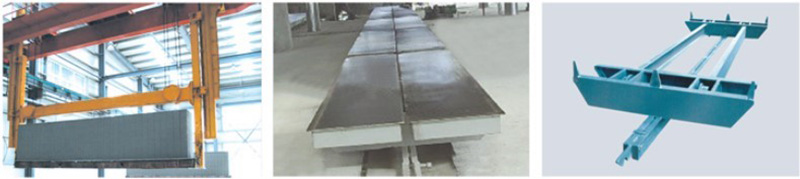 | ||||||||||
| Leikkauksen jälkeen kuljetusnosturin kantolohko autoklaavivaunuun autoklaaviin syöttämiseen.Tässä laitteessa on yksinkertainen rakenne, vakaa toiminta, hyvä laatu ja helppo huoltaa. | Amulite Groupin suunnittelema pohjalevy voi olla myös sivulevy, jota ei tarvitse vaihtaa, ennen kuin se tulee ulos autoklaavista. Se on valmistettu mangaaniteräksestä, eikä se koskaan muodostunut korkeassa lämpötilassa ja paineessa. | Se koostuu laadukkaasta profiiliteräksestä ja siinä on yksinkertainen rakenne. Juuttuu ja vääristymiä ei tapahdu korkean lämpötilan ja korkean paineen autokalve-kovetusympäristössä autokalvessa. Nosturi laittoi märän lohkon Autocalve-kovetusvaunuun ja autoklaaviin. Säilytetty valmiiden lohkojen poistamiseen asti; | ||||||||
| 4): Valmiiden tuotteiden käsittelylaitteet | ||||||||||
 | Yleensä autoklavoiduissa lohkoissa ja levyissä on joskus tarttumia. Erotuskoneella on tarkoitus erottaa kiinnityskappaleet vaurioittamatta lohkoja, jotka yhdistävät perinteisen erotuskoneen ja valmiin tuotteen kantajan toiminnot. Jokaista erotuskättä ohjataan itsenäisesti, Ratkaistiin samassa muotissa olevien lohkojen ja paneelien erotteluongelma; Laitteisto toteuttaa tehokkaan ja hellävaraisen käsittelyn, alentaen kokonaiskustannuksia ja varmistaen samalla laadun. | |||||||||
| Kuljetus- ja pakkauslinja | ||||||||||
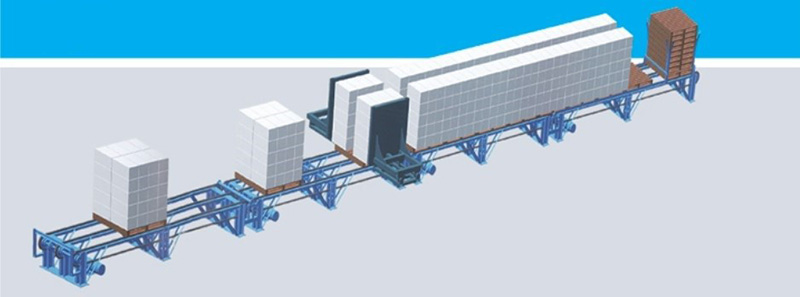 | ||||||||||
| Tämä järjestelmälinja sisältää puisten kuormalavojen kuljetus- ja pakkauslinjan, joka on suunniteltu pääasiassa valmiille AAC-lohkoille. Koko muottituotteet siirretään puulavalle kerralla valmiiden tuotteiden kiinnityslaitteen avulla jakelua ja pakkausta varten. Tällä linjalla.Tällä koneella on sellaisia ominaisuuksia kuin automaattinen jakelu tietokoneen ohjauksella, tarkka paikannus kuljetuksen aikana ja ladatun puisen kuormalavan automaattinen erottelu, jolloin se on kätevä pakkaamiseen ja lähetykseen. | ||||||||||
| 5):More Machines Show | ||||||||||
 Valmiit tuotteet Clamp Valmiit tuotteet Clamp |  Pyörivä puristin Pyörivä puristin | |||||||||
 | ||||||||||
| Erikoisnosturi paneeleille | Kytke kone | Avaa hedelmäpeli | ||||||||
 | ||||||||||
| Pallomylly | Leuan murskaaja | Autoklaavi | Kattila | |||||||
 | ||||||||||